
G13Cr4Mo4Ni4V是新型高温渗碳轴承钢,具有较高的强度及耐高温性能,已广泛应用于航空发动机。轴承套圈加工流程为:锻造→退火→车加工→渗碳→一次淬火→高温回火→二次淬火→回火,其中,渗碳过程直接影响轴承工作表面的热处理质量。在渗碳过程中,一方面要使碳尽量均匀地扩散到零件表面,避免形成网状碳化物,另一方面对已形成的网状碳化物进行消除。其目的是防止淬火时滚道表面因存在网状碳化物而开裂,影响轴承的耐磨性等使用性能。因此,有必要消除渗碳时形成的粗大碳化物,减少渗碳过程中网状碳化物形成几率。科研人员制定了研究方案,开展相关的热处理工艺试验。
G13Cr4Mo4Ni4V轴承钢的化学成分见表1。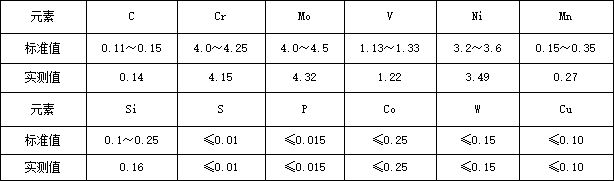
渗碳过程中消除方法:根据扩散第二定律,扩散系数D与温度T呈指数关系,晶界的粗大碳化物向晶内、表层深处和表面外进行强烈扩散,使碳分布趋于均匀,从而消除网状碳化物。高温渗碳钢渗碳时温度为945℃,当过程试样出现粗大碳化物时将炉温提高5℃,保持碳势不变进行扩散试验,发现扩散3~4小时即可消除网状碳化物,将该方法应用于生产实际加工,效果明显。
二次淬火过程中消除方法:常规工艺下的高温渗碳轴承钢套圈的渗碳层二次淬、回火组织应为均匀分布的碳化物+隐晶马氏体+少量残余奥氏体。对于出现粗大碳化物的套圈,通过调整加热温度或保温时间进行试验,发现当温度提高5℃或保温时间延长5min即可消除粗大碳化物。
对于形成网状碳化物的套圈,通过提高温度及延长保温时间的工艺方法进行多次试验,均不能消除,只能通过补渗扩散的方法进行消除,但补渗扩散出炉后,套圈需要经过二次渗碳高温淬火,淬火过程中在组织应力和热应力共同作用下,套圈的变形量增大,外径也会缩小,甚至超出尺寸要求,因此,渗碳时应尽量避免网状碳化物产生。
对于渗碳过程中有粗大碳化物的套圈,通过上述方法进行处理,淬回火后硬度可达62HRC以上,与无粗大碳化物的套圈相比,其硬度提高1HRC。故为获得较高硬度,可以在渗碳过程中控制粗大碳化物的含量,在后续二次淬火过程中进行消除,但要根据套圈磨削留量的要求严格控制,防止粗大碳化物的深度超标。
耐磨钢板 | 耐磨钢板厂家 | 耐磨钢板现货——法钢特种钢材(上海)有限公司
http://www.bmmsteel.com
法钢主要经营:JFE 耐磨钢板,JFE 高强钢板,DILLIDUR 耐磨钢板,DILLIMAX 高强钢板